Sedimentation in Flavor Systems: What the Society of Flavor Chemists Requires Flavorist to Know
The Society of Flavor Chemists requires flavorists to fully understand approximately two dozen reactions and processes that can occur in flavor systems. Flavorists must be able to control these reactions or physical processes to enhance flavor or improve its stability and shelf life. Sedimentation is one of the physical processes included among these two dozen reactions and processes.
1) Chemical Groups Involved in Sedimentation (with explanations)
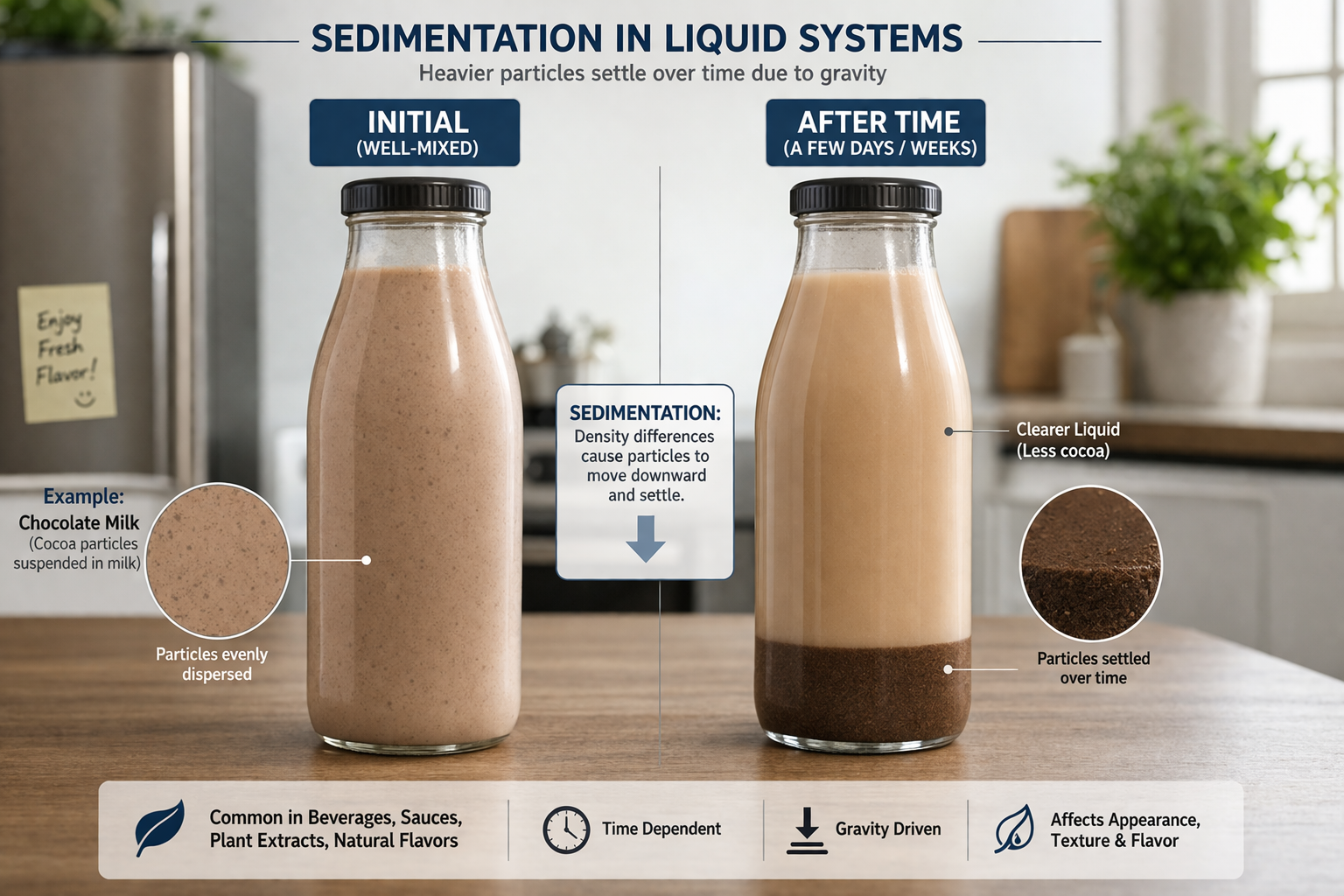
Sedimentation happens when materials in a liquid are not fully dissolved and start forming particles that can settle eventually due to their higher density, compared to the density of the liquid.
A. Hydrophobic (Nonpolar) Compounds
- Long-chain hydrocarbons (–CH₂–, –CH₃)
→ These are “oil-like” structures that do not mix with water because they cannot form hydrogen bonds. In a water-based flavor (like a beverage), they separate into droplets, which can merge into larger particles and eventually settle or float. - Terpenes (e.g., limonene, pinene)
→ Common in citrus and herbal flavors, terpenes are highly hydrophobic. Without proper emulsifiers, they form droplets that collide and stick together, increasing size until gravity pulls them out of suspension. - Fatty acids (long-chain R–COOH)
→ While they have a polar head (–COOH), long-chain fatty acids behave mostly like oils. In certain pH conditions, they can form insoluble salts or aggregates that sediment. - Waxes and resins
→ These are very large, nonpolar molecules with extremely low solubility. Even small amounts can create visible sediment because they crystallize or form solid particles in liquid systems.
B. Partially Polar / Amphiphilic Molecules
- Esters (–COOR)
→ Esters often have moderate solubility. They can move between oil and water phases and may accumulate at particle surfaces, sometimes destabilizing emulsions by disrupting the balance. - Alcohols (–OH)
→ Small alcohols dissolve well, but larger ones (like terpene alcohols) may partially separate. They can change how particles interact, sometimes promoting aggregation. - Aldehydes (–CHO) & Ketones (–C=O)
→ These are reactive and moderately polar. They can bind weakly to particles or polymers, increasing particle mass and contributing to sediment formation over time.
C. Highly Polar / Hydrogen-Bonding Compounds
- Polyols (multiple –OH groups)
→ These increase the thickness (viscosity) of a liquid, slowing down sedimentation. However, they can also interact with other molecules and promote clustering under certain conditions. - Sugars
→ Sugars dissolve well and increase viscosity, which helps keep particles suspended. But at high concentrations or low water activity, they can crystallize, forming sediment. - Organic acids (–COOH)
→ These affect pH, which in turn changes solubility and particle charge. For example, lowering pH can cause proteins or other materials to become insoluble and settle. - Proteins (–NH₂, –COOH, side chains)
→ Proteins can either stabilize or destabilize systems. At certain pH levels, they lose charge and stick together, forming visible particles that sediment.
D. Ionic Species
- Carboxylates (–COO⁻)
→ These negatively charged groups help particles repel each other. If the charge is reduced (e.g., by adding salt), particles come together and settle. - Sulfates (–OSO₃⁻)
→ Strongly charged groups often found in emulsifiers. They help stabilize dispersions, but their effectiveness decreases in high-salt environments. - Ammonium (–NH₃⁺)
→ Positively charged groups that also contribute to electrostatic stabilization. Changes in pH can neutralize the charge, leading to aggregation.
E. High Molecular Weight Polymers / Colloids
- Polysaccharides (e.g., gums)
→ These create a “thick network” in the liquid that slows down particle movement. Think of them as making the liquid more “gel-like,” which prevents settling. - Proteins
→ Proteins can coat particles and keep them apart (stabilizing), or they can link particles together (destabilizing), depending on conditions. - Gums (arabic, xanthan)
→ These provide steric stabilization (physical barriers between particles). However, if too much is used, they can connect particles (bridging), causing faster sedimentation.
F. Solid Particulates
- Cellulose, lignin (plant particles, biomass like intact yeast cells)
→ These are insoluble plant materials that naturally settle because they are dense and cannot dissolve even though they are hydrophilic. - Maillard polymers (melanoidins)
→ Formed during reaction flavors, these are large, brown, insoluble molecules that gradually precipitate out of solution. Or tarish material formed during cooking at very high temperature. - Insoluble salts/crystals
→ If a compound exceeds its solubility limit, it forms crystals, which are solid particles that settle over time.
2) Conditions Required for Sedimentation (with explanations)
Sedimentation depends on physical and chemical conditions that allow particles to grow and settle.
A. Particle Size
- Small particles (<1 µm)
→ These stay suspended because random motion (Brownian motion) keeps them moving, preventing settling. - Medium particles (1–10 µm)
→ These settle slowly. Over time, they may still form sediment, especially if they aggregate. - Large particles (>10 µm)
→ These settle quickly because gravity overcomes any stabilizing forces. - Why size increases:
→ Particles collide and stick together (aggregation), or droplets merge (coalescence), forming larger units that settle faster.
B. Density Difference (Δρ)
- Higher density particles
→ Sink faster because gravity pulls them downward more strongly compared to the surrounding liquid. - Lower density particles (e.g., oil droplets)
→ Rise instead of sinking (creaming), but the same principle applies. - Key idea:
→ The bigger the density difference, the faster separation occurs.
C. Viscosity of the Liquid
- High viscosity (thick liquids)
→ Slows down particle movement, making sedimentation much slower. - Low viscosity (thin liquids)
→ Allows particles to move freely and settle quickly. - How to increase viscosity:
→ Add sugars, gums, or polyols to “thicken” the system.
D. Interparticle Forces
- Attractive forces (cause sedimentation)
→ Particles stick together due to weak forces like van der Waals or hydrophobic interactions, forming larger aggregates. - Repulsive forces (prevent sedimentation)
→ Charges or polymer layers keep particles apart, maintaining stability. - Key concept:
→ Stability depends on maintaining repulsion. Once repulsion is lost, aggregation begins.
E. pH
- Effect on charge
→ pH changes the electrical charge of molecules like proteins. - Isoelectric point
→ At this pH, particles have no net charge and cannot repel each other, so they aggregate and settle. - Practical example:
→ Protein-containing beverages often form sediment when pH approaches their isoelectric point.
F. Ionic Strength (Salt Level)
- Low salt
→ Charges remain strong, particles repel each other, and the system stays stable. - High salt
→ Charges are “screened,” meaning particles no longer repel effectively, leading to aggregation and sedimentation.
G. Temperature
- Higher temperature
→ Reduces viscosity, making it easier for particles to move and settle. - Lower temperature
→ Can increase viscosity but may also cause crystallization of some components, forming sediment.
H. Water Activity (a_w)
- High water activity
→ More dissolution, fewer solids forming. - Low water activity
→ Promotes crystallization or precipitation, leading to sediment.
I. Shear / Processing
- Homogenization
→ Breaks particles into smaller sizes, improving stability. - Over-processing
→ Can damage stabilizers or cause re-aggregation, leading to sedimentation later.
J. Time (Aging)
- Short term
→ System may appear stable. - Long term
→ Slow aggregation, crystallization, or phase separation occurs, eventually forming sediment.
3) Simple Mental Model (Beginner-Friendly)
Think of sedimentation as a 3-step problem:
- Something is not fully dissolved or cannot dissolve
→ (can be either hydrophilic or hydrophobic compounds, polymers, solids) - Particles grow larger or their sizes remain the same
→ (aggregation, coalescence, crystallization) - Gravity pulls them down in all cases
→ (depends on size, density, and viscosity)
Factors that have an impact on sedimentation
Below is a beginner-friendly but flavorist-level guide to:
- Factors that accelerate sedimentation (make it happen faster)
- Factors that inhibit sedimentation (keep systems stable)
- What to consider during formulation (practical decision framework)
1) Factors That Accelerate Sedimentation
These are conditions that make particles form, grow, and settle faster.
A. Large Particle Size
- Particles >10 µm settle quickly
→ Bigger particles are heavier relative to the liquid, so gravity pulls them down faster. Even if your system starts fine, small droplets or particles can collide and stick together, forming larger ones that settle. - Aggregation increases size over time
→ When particles stick together (flocculation), they effectively become one larger particle, dramatically increasing sedimentation speed.
B. High Density Difference (Δρ)
- Heavier particles vs lighter liquid → faster settling
→ If particles are much denser than the surrounding liquid (e.g., plant solids in water), gravity has a stronger effect, so they sink quickly. - Crystals and inorganic salts accelerate sedimentation
→ These are typically dense and compact, so once they form, they settle rapidly.
C. Low Viscosity (Thin Liquids)
- Low resistance to movement → faster settling
→ In thin liquids (like water), particles can move freely and settle quickly because there is little “drag” slowing them down. - Dilution increases sedimentation risk
→ Adding water reduces viscosity, making previously stable systems unstable.
D. Loss of Electrostatic Repulsion
- Particles lose charge → they stick together
→ Charged particles normally repel each other. If this repulsion is reduced, they collide and aggregate, forming larger particles. - Salt addition (ionic strength) causes charge screening
→ Ions in solution reduce the effective charge, allowing particles to come closer and stick together.
E. pH Near Isoelectric Point
- Particles have no net charge → maximum aggregation
→ At this pH, molecules like proteins cannot repel each other, so they clump together and form sediment. - Common in protein-containing systems
→ Beverage systems with proteins are especially sensitive to pH shifts.
F. Weak or Insufficient Emulsification
- Poor emulsifier coverage → droplet coalescence
→ If emulsifiers don’t fully coat oil droplets, the droplets merge into larger ones, leading to separation and sedimentation (or creaming). - Low HLB mismatch
→ If the emulsifier isn’t suited to the system, stability fails quickly.
G. Temperature Increase
- Higher temperature lowers viscosity
→ The liquid becomes thinner, so particles settle faster. - Increases molecular motion → more collisions
→ More collisions can lead to aggregation and larger particles.
H. Time (Aging Effects)
- Slow aggregation over time
→ Even stable systems can gradually form larger particles due to repeated collisions. - Crystal growth and polymerization
→ Some compounds slowly form solids over time, leading to delayed sedimentation.
I. Low Water Activity or Supersaturation
- Reduced solubility → precipitation
→ When water activity is low or concentration is high, dissolved materials may crystallize or precipitate out. - Sugar or salt crystallization
→ Common in syrups or concentrated flavor bases.
J. Mechanical Disturbance Followed by Rest
- Breaks stabilizing structures
→ Processing can disrupt stabilizers or emulsions. - Particles re-aggregate during storage
→ After disturbance, systems may settle faster than before.
2) Factors That Inhibit Sedimentation
These conditions help keep particles small, separated, and suspended.
A. Small Particle Size
- <1 µm particles remain suspended
→ Tiny particles are constantly moving due to Brownian motion, which prevents them from settling. - Achieved via homogenization
→ Mechanical processing breaks particles into stable sizes.
B. High Viscosity
- Thicker liquid slows particle movement
→ Increased resistance makes it harder for particles to fall. - Use of gums and sugars
→ Ingredients like xanthan or gum arabic increase viscosity and stabilize suspensions.
C. Strong Electrostatic Repulsion
- Charged particles repel each other
→ This prevents collisions and aggregation. - Maintained by proper pH and low salt
→ Ensuring particles retain their charge is critical.
D. Steric Stabilization (Polymers)
- Physical barriers prevent particles from touching
→ Polymers coat particles, keeping them apart even if charges are weak. - Common stabilizers
→ Gum arabic, modified starches, proteins.
E. Proper Emulsification
- Uniform droplet size and stable interfaces
→ Well-emulsified systems prevent droplet merging and growth. - Correct emulsifier selection (HLB match)
→ Ensures compatibility with oil and water phases.
F. Density Matching
- Reducing density difference slows settling
→ If particles and liquid have similar densities, gravity has less effect. - Use of weighting agents
→ In beverages, oils can be weighted to match water density.
G. Controlled pH
- Away from isoelectric point → stable charge
→ Particles remain charged and repel each other. - Critical for protein or colloidal systems
→ Small pH shifts can have large effects.
H. Low Ionic Strength
- Maintains electrostatic repulsion
→ Fewer ions mean stronger repulsion between particles. - Avoid excess salts unless needed
→ Especially important in beverage systems.
I. Stable Temperature Conditions
- Avoid viscosity changes and crystallization
→ Fluctuations can destabilize systems. - Cold storage may prevent reactions but induce crystallization
→ Needs careful balance.
J. Fresh Processing / Minimal Aging
- Less time for aggregation to occur
→ Newly processed systems are usually more stable. - Shelf-life design is critical
→ Stability must be maintained over time, not just initially.
3) What to Consider During Formulation (Practical Framework)
This is the decision-making checklist flavorists use.
A. Solubility of Each Component
- Is the compound truly soluble or just dispersed?
→ If not fully soluble, it will eventually form particles and settle. - Check polarity compatibility
→ Hydrophobic materials need emulsification or carriers.
B. Particle Size Control
- Can you achieve and maintain small particle size?
→ Use homogenization and proper emulsifiers. - Monitor size over time
→ Stability is not just initial—it must persist.
C. System Viscosity
- Is the liquid thick enough to slow settling?
→ Adjust with hydrocolloids if needed. - Balance mouthfeel vs stability
→ Too thick may affect sensory quality.
D. pH Stability
- Is the system near a critical pH?
→ Avoid isoelectric points for proteins or unstable compounds. - Buffer if necessary
→ Prevent pH drift during storage.
E. Salt and Ionic Content
- Will salts destabilize the system?
→ Especially important in savory flavors. - Test ionic strength tolerance
→ Some systems collapse suddenly above a threshold.
F. Emulsifier and Stabilizer Selection
- Is the emulsifier appropriate (HLB match)?
→ Incorrect choice leads to rapid instability. - Is there enough stabilizer coverage?
→ Insufficient amounts lead to coalescence.
G. Density Considerations
- Are particles much heavier than the liquid?
→ If yes, sedimentation risk is high. - Consider density adjustment strategies
→ Especially for beverage emulsions.
H. Processing Conditions
- Will processing damage the system?
→ Excess heat or shear can destabilize. - Consistency in manufacturing
→ Variability leads to unpredictable sedimentation.
I. Storage Conditions
- Temperature fluctuations?
→ Can trigger crystallization or viscosity changes. - Shelf-life duration
→ Longer storage increases risk of sediment formation.
J. Interaction Between Ingredients
- Do components interact to form insoluble complexes?
→ Example: protein + polyphenol → precipitation. - Test full system, not just individual ingredients
→ Interactions often drive sedimentation.
4) Simple Beginner Summary
Sedimentation is controlled by three main levers:
- Particle size → smaller = more stable
- Forces between particles → repulsion = stable, attraction = unstable
- Liquid thickness (viscosity) → thicker = slower settling
And the biggest risks are:
- Salt, pH shifts, and time
Examples of Sedimentation in Flavors and Flavor Applications
Below are practical examples of sedimentation in flavor systems, with each example explained in a beginner-friendly way:
- what the process looks like
- the root cause
- how to fix or prevent it
1) Citrus Beverage Emulsion Developing Sediment or Ringing
- Example of the process
A lemon or orange beverage looks fine right after production, but after a few days or weeks it develops a cloudy layer, visible particles, or a ring at the bottom or neck of the bottle. Sometimes the issue is not true “sediment” from dense solids alone; it may begin as emulsion instability, where droplets aggregate and eventually create visible separated material. - Root cause
Citrus oils contain many hydrophobic terpenes, such as limonene. These do not naturally dissolve in water. They must be held in the drink as very small droplets using emulsifiers and homogenization. If the droplets are too large, or if the emulsifier system is weak, the droplets collide and stick together. Once they become big enough, the system loses stability. In some cases, heavier insoluble fractions such as waxes, resins, or cloud particles also collect and settle. Temperature fluctuation can make this worse by changing viscosity and interfacial stability. - Solution
Improve emulsifier selection and dosage, and make sure the droplet size after homogenization is small and uniform. Remove excess waxy or resinous fractions if possible. Increase physical stability with a suitable hydrocolloid if the beverage can tolerate it. Check the formulation under actual storage conditions, especially warm-cold cycling, because a system that looks stable on day 1 may fail after transport or warehouse exposure.
2) Botanical Extract in Water Becoming Cloudy and Then Settling
- Example of the process
A botanical flavor or extract is added to a drink syrup or water-based flavor base. At first it appears only slightly hazy. Later, the haze becomes visible particles, and then a sediment layer forms at the bottom. - Root cause
Botanical extracts often contain a mix of compounds: volatile aroma molecules, polyphenols, resins, waxes, pigments, and plant solids. Some of these are only partially soluble in the chosen solvent system. If the extract is diluted into more water than it can tolerate, or if the alcohol content is too low, these less-soluble materials come out of solution. Polyphenols may also interact with proteins, minerals, or other components in the system and form larger insoluble complexes. As these particles grow, they settle. - Solution
Match the extract to the solvent system better. That may mean using a more suitable carrier, adjusting alcohol level where allowed, or pre-clarifying the extract to remove poorly soluble fractions. Run dilution tests before finalizing the formula. Also test interaction with the real product matrix, because a clear extract in one base can become unstable in another.
3) Savory Reaction Flavor Throwing Sediment During Storage
- Example of the process
A liquid meat, broth, roasted, or reaction flavor looks acceptable after manufacture but forms brown or dark sediment after a few weeks or months. - Root cause
Reaction flavors often contain Maillard reaction products, sulfur compounds, peptides, partially reacted sugars, and high-molecular-weight brown materials sometimes called melanoidin-type polymers. Some of these materials are not truly soluble forever. Over time, larger reaction-derived molecules can associate with one another and become insoluble. If the system also contains salts, pH stress, or temperature abuse, these associations become stronger. In other words, the flavor may start as a fine dispersion, but storage allows slow particle growth until sediment appears. - Solution
Control the reaction severity during manufacturing so you do not generate excessive high-molecular-weight insoluble material. Filter or clarify if needed. Review salt level, pH, and storage temperature, because these often accelerate instability. If some suspended material is unavoidable, formulate the product so that the suspension remains stable, or clearly define the product as “shake before use” only if that is commercially acceptable.
4) Protein Beverage with Flavor Showing Precipitation
- Example of the process
A flavored protein drink develops visible particles or a heavy bottom sediment after processing or during shelf life. - Root cause
Proteins are very sensitive to pH, ionic strength, and heat history. If the product pH approaches the protein’s isoelectric region, the protein loses much of its charge, so molecules no longer repel each other effectively. They then aggregate into larger particles that settle. Flavor ingredients can contribute indirectly by changing pH, adding alcohol, adding polyphenols, or introducing other reactive compounds. Heat processing can partially denature proteins, exposing hydrophobic regions that stick together more easily. - Solution
Keep the product pH in a region where the protein remains stable. Check whether the flavor system contains acids, polyphenols, or solvents that destabilize protein. Adjust mineral content if ionic strength is too high. In difficult systems, change the order of addition, use a more compatible protein source, or add stabilizers designed for protein beverages.
5) Spice or Herb Suspension Settling in a Sauce or Dressing
- Example of the process
Black pepper, paprika, garlic particles, herb fragments, or seasoning solids settle to the bottom of a sauce or dressing during storage. - Root cause
This is one of the most direct forms of sedimentation. The spice particles are insoluble solids with density greater than the surrounding liquid. If the continuous phase is too thin, gravity pulls them downward. Larger particles settle faster than smaller ones. In addition, if the solids are poorly wetted, they may clump together, creating even larger and heavier aggregates. - Solution
Reduce particle size where sensory expectations allow. Increase viscosity of the continuous phase using suitable gums or starches. Improve wetting and dispersion during processing so particles are evenly distributed and do not form clumps. Sometimes density balance and yield stress are more important than simple viscosity; a sauce that is structured well can hold solids in place much better than a merely “thicker” liquid.
6) Vanilla or Brown Flavor Base Forming Crystals or Settled Solids
- Example of the process
A vanilla flavor, brown flavor, or sweet concentrate appears clear when warm, but after cooling or storage it develops crystals or settled solids. - Root cause
Some flavor molecules have limited solubility, especially at lower temperatures. Vanillin is a classic example: it may remain dissolved in one solvent system at one temperature, but crystallize when temperature drops or when water content increases. Once crystals form, they serve as seed points for additional crystal growth, and visible sediment appears. - Solution
Verify actual solubility in the final solvent blend over the full storage temperature range. Do not rely only on room-temperature appearance. Use suitable co-solvents or lower the concentration of borderline-soluble compounds. Cool-down studies are essential. A formula that is clear immediately after mixing can still fail later if it is supersaturated.
7) Cloudy Alcoholic Beverage or Liqueur Developing Sediment
- Example of the process
A flavored alcoholic beverage is initially bright, but after water dilution, cold storage, or shipping, haze develops and later settles. - Root cause
Many aroma compounds, essential oil fractions, and extractives are soluble in ethanol-rich systems but become much less soluble as alcohol concentration drops. Chill temperatures worsen the problem because solubility usually decreases further. Waxes, terpenes, and resinous fractions can precipitate, first as haze and then as sediment. - Solution
Perform dilution and cold-stability testing early. Remove poorly soluble fractions through chill filtration or clarification if the style allows. Keep the solvent balance appropriate for the intended alcohol strength. Never assume that a material stable in a concentrated flavor or high-proof extract will remain stable after final dilution.
8) Dry Mix Reconstituted Into Water Leaving Bottom Sediment
- Example of the process
A powdered drink, soup, or seasoning dissolves incompletely in water, leaving particles at the bottom. - Root cause
Some components are not truly soluble; they may only be dispersible. Others may agglomerate during drying or storage, making them hard to wet. Fat-containing powders can also resist hydration. If the powder contains fibers, spice particles, poorly instantized gums, or reaction flavor solids, these may sink after mixing rather than stay suspended. - Solution
Improve powder design: particle size, agglomeration quality, lecithination or wetting aids, and dissolution behavior. Separate “insoluble but suspendable” ingredients from “fully soluble” ones during troubleshooting. For consumer products, mixing instructions matter too, because poor shear at reconstitution can make a stable formula appear unstable.
9) Mineral or Salt-Containing Flavor Base Forming Insoluble Precipitate
- Example of the process
A liquid flavor or fortified system develops fine sediment after minerals, salts, or buffering agents are added. - Root cause
Certain ions can react with acids, phosphates, proteins, or other components to form insoluble salts or complexes. Even when each ingredient is individually soluble, the combination may not be. In addition, salts reduce electrostatic repulsion between suspended particles, making aggregation easier. - Solution
Review compatibility, not just individual solubility. Check whether the ions being added can form poorly soluble salts at the target pH. Add ingredients in a better order if that helps avoid local high concentrations. Reduce ionic strength if possible, or use alternative mineral forms with better compatibility.
10) Flavor Emulsion Stable in Pilot Batch but Sedimenting in Production
- Example of the process
A lab batch remains stable, but the full-scale manufactured batch shows settling or visible separation after filling. - Root cause
The chemistry may be fine, but the processing conditions changed. Full-scale equipment may deliver different shear, different homogenization pressure, different temperature exposure, or different holding times. That changes droplet size, particle size, or stabilizer hydration. As a result, the commercial product may have larger unstable structures that settle much faster. - Solution
Compare pilot and production process parameters carefully. Measure particle size or droplet size in both cases rather than assuming they are equivalent. Check hydration time for gums and the exact addition order. Many sedimentation problems that look like “formula failure” are actually process-transfer failures.
11) Fruit Preparation or Juice Base Throwing Pulp Sediment
- Example of the process
A fruit-containing beverage or syrup develops a compact layer of pulp at the bottom over time. - Root cause
Fruit pulp contains cellulose, pectin fragments, cell wall material, and insoluble tissue particles. These are denser than the liquid and settle naturally unless the system has enough structure to suspend them. Enzyme treatment, shear, and pectin level all influence whether the pulp remains dispersed or separates. - Solution
Decide first whether the product should be clear, cloudy, or pulpy. Then build the formulation accordingly. For a suspended pulp product, use adequate viscosity and suspension design. For a clear product, remove the insoluble material more completely. A product often fails when its physical design target was never clearly defined.
12) Flavor Compound Adsorbing Onto Carrier or Insoluble Matrix and Then Settling
- Example of the process
A flavor system containing emulsified oils or aromatic compounds becomes associated with insoluble carrier particles, which then settle faster than expected. - Root cause
Some aroma molecules adsorb onto proteins, fibers, starch fragments, or plant particles. This increases the effective mass and density of those particles and may also make them more hydrophobic, encouraging aggregation. What started as fine suspended matter becomes larger composite particles. - Solution
Study ingredient interactions in the full matrix. Sometimes the answer is a different carrier, a change in pH, or a stabilizer that prevents particle-particle contact. This is a good reminder that sedimentation is often not caused by a single ingredient but by interactions between ingredients.
Root Causes of Sedimentation: Simple Summary
Below is a plain-language summary of the most common root causes.
- Poor solubility
→ Something was never truly dissolved in the system, so it eventually came out. - Particle growth over time
→ Tiny particles or droplets combined into larger ones that gravity could pull down. - pH problems
→ The formulation moved into a region where proteins or colloids became unstable. - Too much salt or mineral content
→ Electrostatic stabilization was reduced, or insoluble complexes formed. - Temperature stress
→ Cooling caused crystallization; heating lowered viscosity or damaged stabilizers. - Weak emulsification or suspension design
→ The system relied on temporary dispersion rather than true long-term stability. - Incompatible ingredients
→ Two acceptable ingredients became unstable when used together. - Scale-up/process mismatch
→ Production conditions created a less stable physical structure than the pilot batch.
Practical Solutions: General Approach
Here is the beginner-friendly troubleshooting logic.
1. First ask: is it truly dissolved, emulsified, or suspended?
- If it is dissolved, sediment usually means precipitation or crystallization.
- If it is emulsified, sediment may actually come from droplet aggregation, interfacial failure, or insoluble oil fractions.
- If it is suspended, sediment usually means gravity won because the particles were too large or the liquid was not structured enough.
This is important because the fix depends on the physical state.
2. Measure what changed
- Check particle size
- Check pH
- Check salt/mineral level
- Check temperature history
- Check viscosity
- Check storage time and packaging conditions
A beginner often tries to fix sedimentation by randomly adding gum, but that can fail if the real problem is crystallization or protein precipitation.
3. Choose the right type of fix
- For solubility failure
→ change solvent system, reduce concentration, remove insoluble fractions - For emulsion failure
→ improve emulsifier system, homogenization, droplet size control - For suspension failure
→ reduce particle size, improve wetting, raise viscosity or build yield stress - For protein or colloid instability
→ adjust pH, ionic strength, heat process, and compatibility with flavor ingredients - For crystal formation
→ reduce supersaturation, add co-solvent if allowed, validate cold stability
One Simple Beginner Formula for Thinking
A useful mental model is:
Sedimentation happens because particles exist + particles grow + gravity wins. (Particles do not have to grow to sediment because particles can be big enough to sediment at the begining of the process.)
So your solutions are always some combination of:
- prevent particles from existing
- prevent particles from growing
- make it harder for gravity to move them
Short Troubleshooting Table
| Problem seen | Likely root cause | Typical solution |
|---|---|---|
| Bottom sediment in botanical drink | Insoluble extractives, dilution shock | Clarify extract, improve solvent balance |
| Brown sediment in savory flavor | Reaction polymers, salt/pH stress | Control reaction severity, filter, adjust pH/salt |
| Protein beverage precipitate | pH near isoelectric point, heat or flavor incompatibility | Shift pH, reduce ionic stress, improve compatibility |
| Crystals in vanilla base | Solubility limit exceeded | Use co-solvent, reduce loading, test cold stability |
| Spices settling in sauce | Large dense insoluble particles | Increase structure, reduce size, improve wetting |
| Pilot stable but production fails | Different processing conditions | Match homogenization, shear, temperature, addition order |
Below is a beginner-friendly but technically complete explanation of how sedimentation affects aging and shelf life of flavors.
1) What Sedimentation Means for Aging (Big Picture)
- Sedimentation is not just settling — it is a sign the system is changing over time
→ When particles form and settle, it means the system has lost its original balance (solubility, dispersion, or stability). This is a form of aging, because the product is no longer the same as when it was made. - It often happens gradually, so shelf life failure is delayed
→ A product may look perfect at day 1, slightly hazy at week 2, and clearly separated at month 3. This slow evolution makes sedimentation one of the most common “late-stage” shelf-life failures.
2) Physical Impact on Shelf Life
A. Loss of Uniformity
- Flavor is no longer evenly distributed
→ When particles settle, flavor compounds attached to those particles also move. The top of the product becomes weaker, while the bottom becomes concentrated. - Consumer experience becomes inconsistent
→ First servings may taste weak, last servings may taste too strong or off-balance. This is especially problematic in beverages and sauces.
B. Visible Quality Defects
- Sediment, haze, or layering reduces product appeal
→ Even if the flavor is still safe and acceptable, visible sediment is often interpreted as spoilage or poor quality. - Clarity loss in products expected to be clear
→ For clear beverages or extracts, even slight haze can be considered a shelf-life failure.
C. Packaging Interaction
- Sediment can compact at the bottom
→ Over time, sediment may form a dense layer that is hard to redisperse. - Adhesion to container surfaces
→ Some materials stick to bottle walls or closures, creating rings or deposits that cannot be mixed back in.
3) Chemical Impact on Aging
Sedimentation is strongly linked to chemical changes, not just physical ones.
A. Concentration of Reactive Compounds
- Particles often contain reactive materials
→ Sediment can be rich in proteins, polyphenols, Maillard products, or metals. - Local concentration increases reaction rates
→ When these compounds are concentrated in a small region (the sediment layer), chemical reactions such as oxidation or polymerization can accelerate.
B. Loss of Volatile Aroma Compounds
- Aroma compounds bind to particles and settle
→ Many flavor molecules adsorb onto solids or droplets. When those settle, the aroma is effectively removed from the bulk liquid. - Headspace aroma weakens over time
→ The product smells less intense because key volatiles are no longer freely available.
C. Oxidation Acceleration
- Sediment can trap oxygen or metals
→ Metals like iron or copper (even in trace amounts) can catalyze oxidation reactions. - Oil-rich particles oxidize faster
→ If sediment contains lipids or hydrophobic flavor compounds, they may oxidize more rapidly than when dispersed.
D. Continued Polymerization or Precipitation
- Sediment formation can continue after initial settling
→ Small particles may keep combining into larger, more insoluble structures. - Irreversible changes occur
→ Once large polymers or crystals form, they typically cannot redissolve under normal conditions.
E. pH Microenvironments
- Sediment layers may have different local pH
→ Concentration of acids, proteins, or salts can create localized pH differences. - These microenvironments accelerate reactions
→ Some degradation pathways are highly pH-dependent, so reactions may proceed faster in the sediment than in the bulk liquid.
4) Sensory Impact Over Time
A. Flavor Imbalance
- Top layer becomes “thin” or “flat”
→ Loss of key flavor compounds leads to reduced intensity. - Bottom layer becomes “heavy” or off-note
→ Accumulated compounds may create bitterness, astringency, or harsh notes.
B. Off-Flavor Development
- Oxidation products
→ Can lead to rancid, cardboard, or stale notes. - Degraded reaction products
→ May produce sulfurous, burnt, or undesirable savory notes.
C. Texture Changes
- Grittiness or sludge formation
→ Sediment may be perceived as gritty or unpleasant. - Loss of smooth mouthfeel
→ Especially important in emulsions or creamy systems.
5) Microbiological Implications (Indirect but Important)
- Sediment can protect microorganisms
→ Dense particles may shield microbes from preservatives. - Localized nutrient concentration
→ Sediment may contain nutrients that support microbial growth. - Not always the primary issue, but can shorten shelf life
→ Particularly relevant in low-acid or minimally preserved systems.
6) Time Evolution of Sedimentation (Shelf-Life Timeline)
Early Stage (Fresh Product)
- System appears stable
- Particles are small and evenly distributed
- No visible defects
Mid Stage (Onset of Instability)
- Slight haze appears
- Small aggregates begin forming
- Minor flavor changes may start
Late Stage (Shelf-Life Failure)
- Visible sediment layer forms
- Flavor becomes uneven
- Off-notes may develop
- Product may be rejected by consumers
7) Why Sedimentation Often Defines Shelf Life
- It is a visible failure
→ Even if chemically safe, consumers reject products with sediment. - It signals deeper instability
→ Sedimentation usually indicates ongoing chemical or physical degradation. - It is often irreversible
→ Once particles settle and compact, simple shaking may not restore the original state.
8) Practical Shelf-Life Considerations for Formulators
A. Stability Must Be Tested Over Time
- Do not rely on day-1 appearance
→ Always test over the intended shelf life. - Include stress conditions
→ Temperature cycling, light exposure, and transport simulation.
B. Monitor Key Parameters
- Particle size distribution
→ Growth over time predicts sedimentation. - Viscosity changes
→ Lower viscosity accelerates settling. - pH and ionic strength
→ Shifts can trigger instability.
C. Understand the Type of System
- Solution vs emulsion vs suspension
→ Each has different failure modes and shelf-life risks.
D. Define Acceptable End-of-Life Criteria
- Is slight haze acceptable?
→ Depends on product category. - Can “shake before use” be allowed?
→ Only if sediment is reversible and acceptable to consumers.
9) Simple Mental Model (Beginner-Friendly)
Think of sedimentation and aging like this:
- Day 1: Everything is evenly mixed
- Over time: particles form and grow
- Eventually: gravity separates the system
- At the same time: chemistry continues to change the flavor
So shelf life ends when:
- The product looks wrong, or
- The flavor tastes wrong, or
- The system cannot be restored by normal use
10) One-Line Summary
Sedimentation shortens shelf life because it causes uneven flavor distribution, accelerates chemical degradation in concentrated phases, and creates visible and sensory defects that consumers reject.
Quantitative Predictive Model for Sedimentation in Flavor Systems
A professionally formatted HTML reference based on Stokes’ law, adapted for real flavor systems containing emulsions, suspensions, botanical solids, reaction products, gums, and non-Newtonian matrices.
1. Classical Stokes’ Law
For a small spherical particle settling in a still Newtonian liquid under laminar flow, the terminal settling velocity is:
Where:
- \(v_s\) = settling velocity, m/s
- \(r\) = particle radius, m
- \(\rho_p\) = particle density, kg/m\(^3\)
- \(\rho_f\) = fluid density, kg/m\(^3\)
- \(g\) = gravitational acceleration, 9.81 m/s\(^2\)
- \(\mu\) = dynamic viscosity of the fluid, Pa·s
2. Practical Sedimentation Relationship
A compact way to think about sedimentation risk is:
3. Adapted Model for Real Flavor Systems
Real flavor systems are usually more complex than ideal Stokes conditions. A practical engineering form is:
Where:
| Term | Meaning |
|---|---|
| \(v_{eff}\) | Effective settling velocity in the real flavor system |
| \(r_{eff}\) | Effective particle radius after aggregation or swelling |
| \(\mu_{eff}\) | Effective viscosity experienced by the particle |
| \(C_s\) | Shape correction factor |
| \(C_a\) | Aggregation or growth correction factor |
| \(C_h\) | Hindered-settling correction factor |
| \(C_n\) | Non-Newtonian correction factor |
| \(C_t\) | Temperature correction factor |
4. Correction Terms
4.1 Shape Correction
Real particles are not always spherical. Irregular particles usually experience more drag.
- \(C_s=1\): ideal sphere
- \(C_s \approx 0.7\) to \(0.9\): rounded droplets or crystals
- \(C_s \approx 0.3\) to \(0.7\): irregular particles, fibers, loose flocs
4.2 Aggregation and Growth
Particles often grow during storage due to flocculation, crystallization, or polymer association.
A simple linear growth model is:
A saturating growth model is:
The aggregation correction factor can be written as:
4.3 Hindered Settling
When many particles are present, they interfere with each other’s motion.
Where \(\phi\) is particle volume fraction and \(n\) is an empirical exponent, often around 4 to 5 in laminar systems.
4.4 Non-Newtonian Systems
Flavor systems containing gums, starches, or proteins often behave non-Newtonianly.
For yield-stress systems, a screening rule is:
If this criterion is satisfied, the particle may not settle appreciably.
4.5 Temperature Correction
Viscosity changes strongly with temperature, and so can aggregation behavior.
A more complete temperature-dependent model is:
5. Shelf-Life Prediction
Once effective settling velocity is known, the approximate travel time across a product height \(H\) is:
Where:
- \(H\) = settling distance, m
- \(t_{sed}\) = approximate settling time, s
5.1 Visibility Threshold Model
In commercial practice, shelf-life failure often occurs before complete settling. A simple empirical model is:
With a first estimate:
If visible failure occurs at a critical sedimented fraction \(S_{crit}\):
6. Full Working Flavor-System Model
Then either use a critical travel distance:
Or a critical sedimented fraction:
7. Design Equation for Maximum Allowable Particle Size
Rearranging the model gives the maximum allowable radius for a target shelf life:
8. Brownian Motion Limit
For very small particles, Brownian motion can dominate over gravitational settling. As a practical guideline:
- below about \(0.5\)–\(1\ \mu m\), visible sedimentation often becomes negligible over normal shelf life
- this is why very fine colloids and nanoemulsions can appear highly stable
9. Spreadsheet-Ready Core Equations
For rapid engineering calculations:
10. Practical Interpretation
The model can be remembered in one line:
Main ways to extend shelf life:
- reduce particle size
- reduce density difference
- increase viscosity or build yield stress
- prevent aggregation during storage
###