Enzymolysis in Flavor Chemistry: What the Society of Flavor Chemists Wants You to Know
1. What enzymolysis means
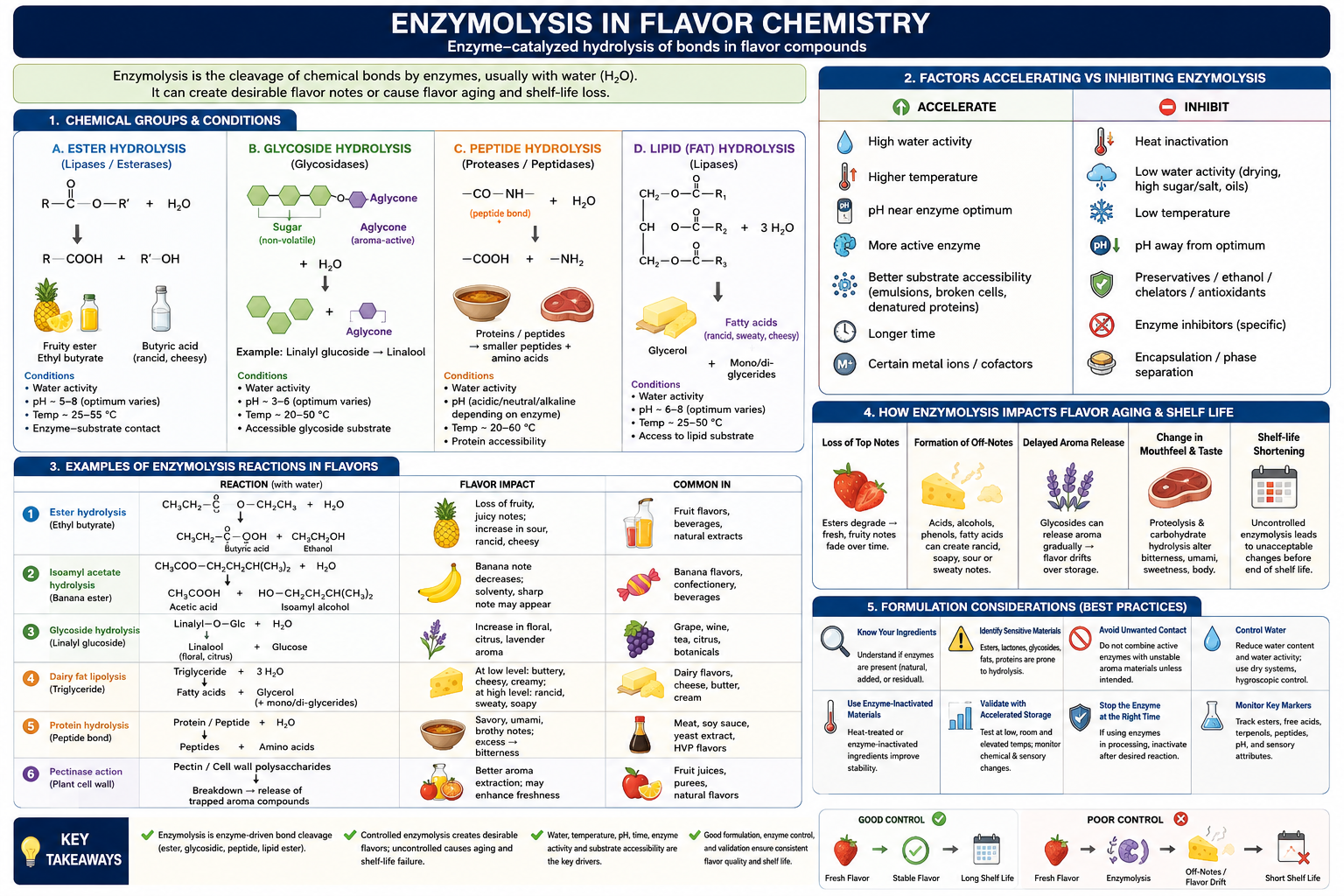
Enzymolysis is the cleavage of chemical bonds by enzymes, usually with water as the reacting molecule. In flavor systems, enzymolysis matters because it can either:
Create desirable flavor notes by releasing aroma compounds or precursors, or cause flavor aging and shelf-life loss by degrading key aroma materials.
Common flavor-relevant enzymolysis reactions include:
| Enzyme type | Bond attacked | Flavor impact |
|---|---|---|
| Lipase / esterase | Ester bonds | Loss of fruity esters; formation of fatty, cheesy, soapy acids |
| β-Glucosidase / glycosidase | Glycosidic bonds | Release of bound terpenes, phenols, norisoprenoids |
| Protease / peptidase | Peptide bonds | Savory, brothy, meaty, bitter peptide development |
| Amylase / carbohydrase | Glycosidic bonds in starch/carbohydrates | Sweetness, malt notes, fermentation precursors |
| Pectinase / cellulase / hemicellulase | Plant polysaccharide bonds | Release of juice aroma precursors and improved extraction |
Enzymes are widely used in food and flavor processing because they act under relatively mild conditions and can be selective for specific substrates. Lipases, for example, catalyze both hydrolysis and synthesis of ester bonds, depending strongly on water activity and reaction medium. (MDPI)
2. Chemical groups involved and conditions required
A. Ester enzymolysis
Chemical group involved
The key functional group is the ester bond:
R–COO–R′ + H₂O → R–COOH + R′–OH
In flavor terms:
fruity ester + water → acid + alcohol
Example:
ethyl butyrate → butyric acid + ethanol
Ethyl butyrate is fruity, pineapple-like, and juicy. Butyric acid is rancid, cheesy, sweaty, and sour. So ester hydrolysis can quickly convert a fresh fruity profile into a dull, sour, dairy, or rancid profile.
Enzymes involved
Main enzymes:
Lipases and esterases
Lipases generally act on longer-chain fatty esters and triglycerides, while esterases often act on shorter-chain, water-soluble esters. In real flavor systems, the distinction may blur.
Conditions required
Ester enzymolysis needs:
Water, active enzyme, suitable pH, suitable temperature, and access between enzyme and substrate.
Typical favorable conditions:
pH near the enzyme optimum, often mildly acidic to neutral depending on enzyme source.
Moderate temperatures, often around 25–55 °C.
Enough water activity for hydrolysis.
Physical contact between enzyme and ester substrate.
No effective enzyme inactivation step.
In low-water or organic systems, lipases may favor ester synthesis or transesterification instead of hydrolysis. In high-water systems, hydrolysis is generally favored. (RSC Publishing)
B. Glycoside enzymolysis
Chemical group involved
Many fruits, herbs, teas, wines, and botanicals contain aroma molecules in bound glycoside form.
A glycoside has two parts:
Aglycone + sugar
The aglycone is often the aroma-active part. The sugar makes it less volatile and less odor-active.
General reaction:
aroma glycoside + water → free aroma compound + sugar
Examples of released aglycones:
Linalool: floral, citrus, lavender.
Geraniol: rose, floral.
Nerol: fresh rose, citrus.
Eugenol: clove, spicy.
Vanillin: vanilla.
Norisoprenoids such as β-damascenone: apple, rose, fruity, tobacco-like at low levels.
Fruit aroma glycosides are well documented as nonvolatile precursors that can be hydrolyzed enzymatically to release aroma volatiles. (PubMed)
Enzymes involved
Main enzymes:
β-glucosidase, α-arabinosidase, α-rhamnosidase, β-apiosidase, and other glycosidases.
Some aroma glycosides require sequential enzyme action. For example, a disaccharide-bound terpene may first need removal of an outer sugar before β-glucosidase can release the aroma aglycone.
Conditions required
Glycosidase activity usually needs:
Water, suitable pH, suitable temperature, accessible glycoside substrate, and enzyme stability.
In beverage and fruit systems, pH is often acidic. Many commercial glycosidases have limited activity at low pH or may be inhibited by glucose, ethanol, or preservatives. Enzyme selection is therefore critical.
C. Protein and peptide enzymolysis
Chemical group involved
The key functional group is the peptide bond:
protein or peptide + water → smaller peptides + amino acids
This is important in savory, dairy, meat, yeast, soy, and fermentation flavors.
Enzymes involved
Main enzymes:
Proteases, peptidases, and sometimes glutaminase.
Flavor impact
Protein hydrolysis can generate:
Free amino acids.
Small peptides.
Umami compounds.
Savory and brothy notes.
Maillard reaction precursors.
But it can also generate bitterness if hydrophobic peptides accumulate.
Conditions required
Proteases require:
Water, suitable pH, suitable temperature, and protein accessibility.
Some proteases work best at acidic pH, others neutral or alkaline. Protein structure matters: denatured proteins are often more accessible than tightly folded proteins.
D. Lipid enzymolysis
Chemical group involved
Triglycerides and phospholipids contain ester bonds.
General reaction:
triglyceride + water → free fatty acids + mono/diglycerides + glycerol
Flavor impact
This is especially important in dairy, butter, cheese, cream, coconut, meat, and nut flavors.
Short-chain fatty acids are very odor-active:
Butyric acid: butter, cheese, rancid.
Caproic acid: goat, sweaty, cheesy.
Caprylic acid: waxy, goat, fatty.
Capric acid: fatty, waxy, dairy.
Controlled lipolysis is desirable in cheese and dairy flavor creation. Uncontrolled lipolysis causes rancidity.
Lipases and proteases are commonly used in dairy-flavor development to release fatty acids and protein-derived flavor compounds. (PMC)
3. Factors accelerating enzymolysis
A. Water activity
Water is a reactant in hydrolysis. Higher water activity generally accelerates enzymolysis.
High-risk systems:
Beverages.
Emulsions.
Sauces.
Creams.
Dairy bases.
Fruit preparations.
Water-containing natural extracts.
Lower-risk systems:
Dry powders.
Oil-soluble flavors with very low water.
Properly dried encapsulated flavors.
But “low moisture” is not the same as “no enzymolysis.” If a powder picks up humidity, enzyme activity may restart.
B. Temperature
Reaction rate usually increases with temperature until the enzyme begins to denature.
Typical pattern:
Cold storage slows enzymolysis.
Room temperature allows gradual reaction.
Warm storage accelerates reaction.
High heat may inactivate the enzyme.
Important formulation point:
A flavor may pass initial QC but fail after warm storage because residual enzyme activity continues during aging.
C. pH
Every enzyme has an optimum pH range.
Examples:
Many fruit glycosidases prefer mildly acidic conditions.
Some proteases prefer acidic, neutral, or alkaline conditions depending on source.
Lipases often function near neutral pH but vary widely.
pH can affect both enzyme activity and substrate stability. For example, esters may hydrolyze chemically under strong acid or base even without enzyme.
D. Enzyme concentration
More active enzyme generally means faster reaction.
However, small residual amounts can matter in long shelf-life products. Even trace enzyme activity may cause flavor drift over months.
E. Substrate accessibility
Enzymes must physically contact the substrate.
Accessibility increases when:
The substrate is dissolved or dispersed.
Emulsions are well formed.
Cell walls are broken.
Proteins are denatured.
Botanical material is milled or extracted.
Accessibility decreases when:
Aroma compounds are encapsulated.
Substrates are trapped in glassy carbohydrate matrices.
Oil droplets are protected by emulsifiers.
Water activity is low.
F. Time
Enzymolysis is cumulative.
A small reaction rate can still cause major flavor change over weeks or months.
This is critical for shelf-life prediction.
G. Metal ions and cofactors
Some enzymes require metal ions. Others are inhibited by certain metals.
For flavorists, the practical concern is that trace minerals from water, botanical extracts, salts, or processing equipment may alter enzyme performance.
4. Factors inhibiting enzymolysis
A. Heat inactivation
Pasteurization, blanching, or thermal processing can reduce or destroy enzyme activity.
Important: heat resistance varies. Some enzymes survive mild heat. A process that kills microbes may not fully inactivate all enzymes.
B. Low water activity
Drying, spray drying, high sugar, high salt, or oil-based systems reduce available water.
This can slow enzymolysis dramatically.
C. Low temperature
Refrigeration or freezing slows enzymatic reactions.
Freezing does not always destroy enzymes. Activity can resume after thawing.
D. pH adjustment
Moving the formulation away from the enzyme optimum can slow activity.
But pH adjustment must be balanced against flavor stability, microbial safety, solubility, color, and taste.
E. Preservatives and processing aids
Some preservatives may inhibit enzymes indirectly, but they should not be assumed to fully stop enzymolysis.
Examples that may affect enzyme systems:
Sulfites.
Benzoate.
Sorbate.
Ethanol.
Chelators.
Certain antioxidants.
F. Enzyme inhibitors
Specific inhibitors exist, but they are rarely used casually in flavors because of regulatory, sensory, and labeling concerns.
G. Encapsulation and phase control
Encapsulation can reduce enzyme-substrate contact.
Examples:
Spray-dried flavors in gum arabic or modified starch.
Cyclodextrin complexes.
Oil phase separation.
Emulsion design that limits enzyme access to ester substrates.
5. Formulation considerations for flavorists
A. Know whether enzymes are intentionally present or accidentally present
Intentional sources:
Enzyme-treated dairy flavors.
Yeast extracts.
Hydrolyzed vegetable protein.
Fermented sauces.
Botanical enzyme treatments.
Fruit juice enzyme processing.
Accidental or residual sources:
Natural extracts.
Fruit concentrates.
Unpasteurized botanicals.
Dairy materials.
Spices.
Malt extracts.
Cocoa or coffee materials.
Fermentation-derived ingredients.
B. Check whether the flavor contains hydrolysis-sensitive materials
High-risk flavor chemicals include:
Fruity esters: ethyl acetate, isoamyl acetate, ethyl butyrate, ethyl hexanoate, allyl hexanoate.
Lactones: peach, coconut, creamy notes; some may open under hydrolytic conditions.
Acetals: some are acid- and water-sensitive.
Glycosides: aroma may increase over time if hydrolyzed.
Triglycerides and dairy fats: can release fatty acids.
Proteins and peptides: can continue breaking down and produce bitterness or savory drift.
C. Avoid combining active enzymes with unstable aroma materials unless intended
For example:
A fruit flavor containing active esterase and high levels of ethyl butyrate may lose pineapple freshness over time.
A dairy flavor containing active lipase may become more cheesy, rancid, or soapy during aging.
A botanical extract containing glycosidase may become more floral or phenolic over time.
D. Control water
Water is often the biggest practical driver.
To improve stability:
Reduce water content.
Lower water activity.
Use dry carriers.
Use oil-soluble systems where appropriate.
Avoid hygroscopic packaging failures.
Test after humidity exposure.
E. Use enzyme-inactivated ingredients when stability is required
Ask suppliers whether materials are:
Enzyme-active.
Heat-treated.
Pasteurized.
Enzyme-inactivated.
Fermentation-active.
Standardized for residual enzyme activity.
For critical products, do not rely only on supplier descriptions. Run accelerated aging.
F. Validate with accelerated storage
Suggested flavorist screening:
Initial GC/MS and sensory.
Store at refrigerated, room temperature, and elevated temperature.
Evaluate at 1, 2, 4, 8, and 12 weeks depending on product.
Track key markers:
Loss of esters.
Rise of free acids.
Release of terpenols.
Increase in bitter peptides.
pH change.
Phase separation.
Off-notes.
6. Examples of enzymolysis reactions in flavors
Example 1: Fruity ester loss
Ethyl butyrate + water → butyric acid + ethanol
Sensory change:
Fresh pineapple, juicy, fruity decreases.
Cheesy, sour, sweaty, rancid increases.
Common in:
Fruit beverages.
Acidified emulsions.
Water-based flavors.
Natural flavors containing residual esterase.
Shelf-life impact:
Top-note loss and sour/rancid drift.
Example 2: Banana ester degradation
Isoamyl acetate + water → isoamyl alcohol + acetic acid
Sensory change:
Banana, pear-drop note decreases.
Solventy/fusel alcohol note may increase.
Acetic sharpness may appear.
Common in:
Banana flavors.
Confectionery syrups.
Beverage compounds.
Example 3: Enzymatic release of floral terpenes
Linalyl glucoside + water → linalool + glucose
Sensory change:
More floral, citrus, lavender, fresh.
Common in:
Grape, wine, tea, citrus, passionfruit, and botanical extracts.
Shelf-life impact:
Can be positive if controlled. Can also cause flavor imbalance if floral notes keep increasing after production.
β-Glucosidases are central to releasing aroma compounds from glucosidic precursors in fruit and beverage systems. (PMC)
Example 4: Dairy fat lipolysis
Milk fat triglycerides + water → free fatty acids + glycerides
Sensory change:
Low controlled level: buttery, cheesy, creamy complexity.
Excessive level: rancid, sweaty, goat-like, soapy.
Common in:
Cheese flavors.
Butter flavors.
Cream flavors.
Enzyme-modified dairy ingredients.
Shelf-life impact:
Flavor may continue intensifying during storage if lipase remains active.
Example 5: Protein hydrolysis for savory flavor
Protein + water → peptides + amino acids
Sensory change:
Savory, brothy, meaty, kokumi, umami.
Risk:
Bitter peptides, harshness, fermented off-notes.
Common in:
Yeast extract.
Soy sauce.
HVP-type flavors.
Meat flavors.
Reaction flavor bases.
Shelf-life impact:
Can improve depth but may create bitterness or instability if hydrolysis continues uncontrolled.
Example 6: Pectinase-assisted fruit flavor release
Pectinase breaks down pectin and plant cell-wall structures.
Sensory result:
Improved juice yield.
Better aroma extraction.
Release of bound or trapped aroma compounds.
Risk:
Over-processing can produce cooked, overripe, or less fresh profiles depending on the matrix.
7. How enzymolysis affects flavor aging
Flavor aging is not always oxidation. Enzymolysis can be just as important.
A. Loss of top notes
Esters are often responsible for fresh, fruity, volatile top notes.
When enzymolysis breaks them down:
Fruit impact drops.
Freshness decreases.
Acidic or fermented notes increase.
The flavor may seem “flat,” “old,” or “less juicy.”
B. Formation of off-notes
Hydrolysis products can be more odor-active than the original compound.
Examples:
Butyric acid from ethyl butyrate.
Caproic, caprylic, and capric acids from dairy fats.
Acetic acid from acetate esters.
Phenolic aglycones from glycosides.
Small increases can be sensorially obvious.
C. Delayed aroma release
Glycosides can act as aroma reservoirs.
This may be useful in wine, tea, fruit, and botanical systems because bound aroma compounds release gradually.
But it can also cause aging drift:
A flavor may become more floral.
A citrus profile may become more terpenic.
A tea flavor may become more phenolic.
A fruit flavor may lose balance.
D. Change in mouthfeel and taste
Proteolysis and carbohydrate hydrolysis can change:
Bitterness.
Umami.
Sweetness.
Viscosity.
Astringency.
Body.
This is especially important in savory bases, dairy systems, fermented ingredients, and beverages.
E. Shelf-life shortening
Enzymolysis shortens shelf life when it causes unacceptable change before the declared end of life.
Typical shelf-life failures:
Fruity ester loss.
Rancidity.
Cheesy or sweaty off-notes.
Unexpected floral increase.
Bitterness.
Sediment or haze.
pH drift.
Phase instability.
8. Practical troubleshooting guide
Symptom: Fruity top note disappears
Likely enzymolysis:
Esterase or lipase hydrolysis.
Check:
Free acid increase.
Ester decrease by GC.
Water activity.
Natural extract enzyme activity.
Corrective actions:
Use enzyme-inactivated ingredients.
Reduce water activity.
Lower storage temperature.
Rebalance with more stable ester system.
Encapsulate top notes.
Symptom: Dairy flavor becomes rancid or soapy
Likely enzymolysis:
Excess lipase activity.
Check:
Free fatty acid profile.
Residual lipase activity.
Storage temperature.
Corrective actions:
Heat-inactivate enzyme after desired hydrolysis.
Control reaction endpoint.
Use refined enzyme-modified dairy base.
Add antioxidants only if oxidation is also involved; antioxidants will not stop lipase hydrolysis by themselves.
Symptom: Flavor becomes more floral over time
Likely enzymolysis:
Glycosidase release of terpenols.
Check:
Increase in linalool, geraniol, nerol, or related aglycones.
Presence of fruit or botanical glycosides.
Corrective actions:
Inactivate glycosidase.
Control pH and temperature.
Use purified aroma fractions rather than enzyme-active botanical extracts.
Symptom: Savory base becomes bitter
Likely enzymolysis:
Protease activity producing hydrophobic peptides.
Check:
Degree of hydrolysis.
Peptide profile.
Free amino nitrogen.
Corrective actions:
Change enzyme specificity.
Use exopeptidase to reduce bitter peptides.
Stop hydrolysis earlier.
Heat-inactivate enzyme.
Blend with sweetness, salt, umami, or masking systems only after controlling the root cause.
9. Key points for trainees
Enzymolysis is enzyme-driven bond cleavage.
The most important flavor bonds are ester, glycosidic, peptide, and lipid ester bonds.
Water, temperature, pH, time, and enzyme activity control the reaction.
Controlled enzymolysis can create desirable dairy, savory, fruit, wine, tea, and botanical notes.
Uncontrolled enzymolysis causes flavor aging, ester loss, rancidity, bitterness, and shelf-life failure.
For formulation, always ask:
“Is there active enzyme present?”
“Is there water available?”
“Are hydrolysis-sensitive flavor materials present?”
“Will the flavor change during storage?”
“Has the enzyme been inactivated after doing its job?”
###