Recrystallization in Flavor Systems: Training Material for Flavorist Trainees
1. Introduction: What is Recrystallization?
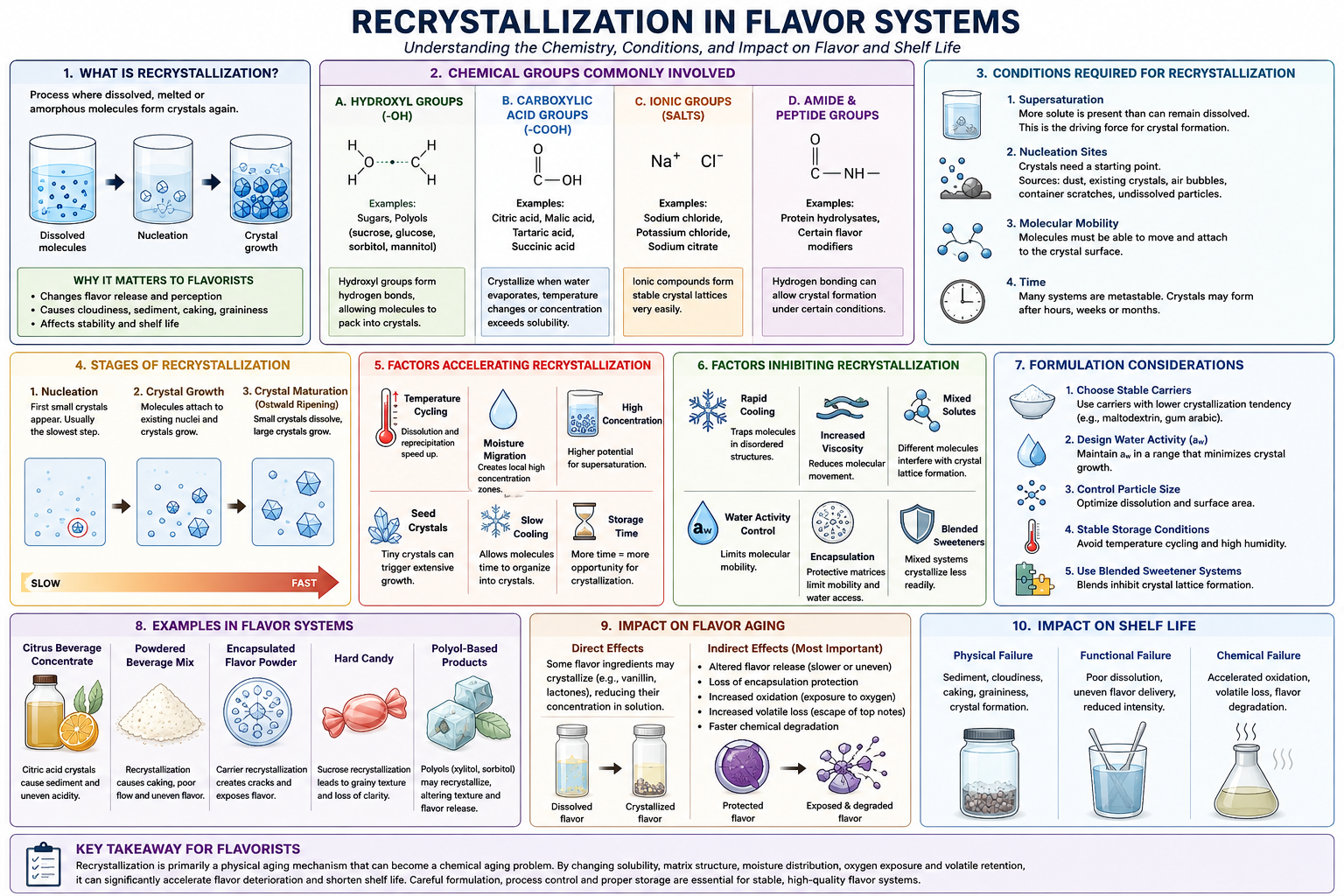
Recrystallization is the process by which a substance that was previously dissolved, melted, or present in an amorphous (non-crystalline) state forms crystals again.
In flavor products, recrystallization most commonly involves:
- Sugars
- Polyols (sugar alcohols)
- Organic acids
- Salts
- Encapsulating materials
- Occasionally flavor ingredients themselves
Although recrystallization is often discussed in confectionery and food science, it is highly relevant to flavorists because it can:
- Change flavor release
- Alter flavor perception
- Cause cloudiness or sediment
- Create texture defects
- Reduce product stability
- Influence shelf life
A flavor may be chemically intact, but recrystallization can still make the product unacceptable to consumers.
2. Fundamental Chemistry Behind Recrystallization
What Happens at the Molecular Level?
When molecules are dissolved, they are dispersed individually throughout a solvent.
Example:
Sugar dissolved in water:
Sucrose molecules → separated
During recrystallization:
Separated molecules
↓
Molecules find each other
↓
Arrange into ordered lattice
↓
Crystal grows
The driving force is thermodynamics.
Crystals are usually:
- Lower energy
- More ordered
- More stable
than dissolved or amorphous forms.
Therefore many systems naturally tend toward crystallization over time.
3. Chemical Groups Commonly Involved
A. Hydroxyl Groups (-OH)
The most important chemical group involved.
Found in:
- Sugars
- Polyols
- Starches
- Cellulose derivatives
Examples:
- Sucrose
- Glucose
- Fructose
- Sorbitol
- Mannitol
- Xylitol
Why They Crystallize
Hydroxyl groups form hydrogen bonds.
Example:
OH····OH
between neighboring molecules.
Large networks of hydrogen bonding allow molecules to pack into highly ordered crystals.
Flavor Relevance
Many powdered flavor carriers contain hydroxyl-rich materials.
Examples:
- Maltodextrin
- Gum arabic
- Polyols
These materials may recrystallize during storage.
B. Carboxylic Acid Groups (-COOH)
Found in:
- Citric acid
- Malic acid
- Tartaric acid
- Succinic acid
These compounds often crystallize when:
- Water evaporates
- Temperature changes
- Concentration exceeds solubility
Flavor Impact
Crystallized acid:
- Dissolves slower
- Changes acid delivery
- Produces uneven taste
Consumers may perceive:
- Sandy texture
- Acid hotspots
C. Ionic Groups
Found in salts such as:
- Sodium chloride
- Potassium chloride
- Sodium citrate
Ionic compounds form crystal lattices very easily.
Flavor Impact
Can produce:
- Sediment
- Cloudiness
- Visible crystals
in beverages and liquid flavor systems.
D. Amide and Peptide Groups
Found in:
- Certain flavor modifiers
- Sweetness enhancers
- Protein hydrolysates
Hydrogen bonding may allow crystal formation under certain conditions.
Less common than sugars and acids but still important.
4. Conditions Required for Recrystallization
A. Supersaturation
The most important requirement.
Definition
More material is present than can remain dissolved.
Example:
At a given temperature:
- Water dissolves 100 g sugar
If 120 g is present:
120 g > 100 g
System becomes supersaturated.
Crystallization becomes likely.
Why It Matters
Supersaturation provides the driving force for crystal formation.
No supersaturation:
No crystal growth
Strong supersaturation:
Rapid crystallization
B. Presence of Nucleation Sites
Crystals rarely appear spontaneously.
A starting point is usually needed.
Examples:
- Dust particles
- Existing crystals
- Air bubbles
- Container scratches
- Undissolved ingredients
These act as nuclei.
Flavor Relevance
A tiny sugar crystal surviving manufacturing can seed crystallization of an entire batch.
C. Molecular Mobility
Molecules must move to form crystals.
Mobility increases with:
- Higher moisture
- Higher temperature (to a point)
- Lower viscosity
If molecules cannot move, crystallization slows dramatically.
D. Time
Many flavor systems are metastable.
Initially stable:
Day 1 → no crystals
Months later:
Crystal formation occurs
Shelf-life testing is therefore critical.
5. Stages of Recrystallization
Stage 1: Nucleation
First crystal forms.
Usually the slowest stage.
Can take:
- Hours
- Weeks
- Months
depending on conditions.
Stage 2: Crystal Growth
Once nuclei exist:
additional molecules attach.
Growth often accelerates rapidly.
Stage 3: Crystal Maturation
Small crystals dissolve.
Large crystals grow.
Called:
Ostwald Ripening
Large crystals become dominant.
This often creates visible defects.
6. Factors Accelerating Recrystallization
A. Temperature Cycling
One of the biggest causes.
Example:
20°C
↓
35°C
↓
20°C
↓
35°C
Repeated temperature changes cause:
- Dissolution
- Reprecipitation
- Crystal growth
Flavor Example
Beverage concentrate stored:
- Warehouse
- Truck
- Retail shelf
Temperature cycling accelerates crystallization.
B. Moisture Migration
Water moves through products.
Creates local zones of:
- High concentration
- Low concentration
This promotes crystal growth.
Example
Filled candy:
Water migrates from center to shell.
Sugar crystals develop.
C. High Concentration
Higher concentration means:
Higher supersaturation potential.
Examples:
- Syrups
- Concentrates
- Liquid flavors
D. Seed Crystals
Tiny crystals can trigger extensive recrystallization.
Sources:
- Raw materials
- Processing equipment
- Improper dissolution
E. Slow Cooling
Slow cooling allows molecules time to organize.
Result:
Larger crystals.
F. Storage Time
More time means:
More opportunity for nucleation and growth.
7. Factors Inhibiting Recrystallization
A. Rapid Cooling
Rapid cooling traps molecules in disordered arrangements.
Produces amorphous structures.
B. Increased Viscosity
High viscosity reduces molecular movement.
Examples:
- Gum arabic
- Modified starch
- Pectin
Molecules cannot easily migrate to crystal surfaces.
C. Water Activity Control
Proper water activity can reduce mobility.
Extremely high or extremely low water mobility may suppress crystal growth.
D. Mixed Solutes
Different molecules interfere with crystal packing.
Example:
Sucrose + glucose + fructose
Harder to form orderly crystals than pure sucrose.
Why Flavorists Should Understand This
This principle explains why:
Invert sugar inhibits crystallization.
Different sugars disrupt crystal lattice formation.
E. Encapsulation
Flavor compounds trapped inside matrices may have limited mobility.
This slows crystallization-related changes.
8. Formulation Considerations
A. Selection of Carrier Materials
Some carriers crystallize readily.
Examples:
Higher Risk
- Mannitol
- Sorbitol
- Pure sucrose
Lower Risk
- Maltodextrin
- Gum arabic
- Modified starch
B. Water Activity Design
Water activity strongly affects:
- Molecular mobility
- Glass transition
- Crystal growth
A stable aw range should be established experimentally.
C. Particle Size
Smaller particles:
- Dissolve faster
- Provide more surface area
Can either enhance or inhibit crystallization depending on system.
D. Storage Conditions
Recommend:
- Stable temperature
- Moisture barrier packaging
- Low humidity exposure
E. Choice of Sweetener System
Blended sweeteners often outperform single sweeteners.
Example:
Instead of:
100% sucrose
Use:
Sucrose + glucose syrup
to reduce crystallization tendency.
9. Examples Relevant to Flavorists
Example 1: Citrus Beverage Concentrate
Contains:
- Sugar
- Citric acid
- Flavor oils
Over storage:
Citric acid crystals may form.
Effects:
- Sediment
- Uneven acidity
- Altered flavor balance
Example 2: Powdered Beverage Mix
Contains:
- Flavor
- Citric acid
- Maltodextrin
- Sweetener
Moisture uptake occurs.
Recrystallization causes:
- Caking
- Reduced flowability
- Uneven flavor distribution
Example 3: Encapsulated Flavor Powder
Spray-dried flavor initially exists in an amorphous glass.
During storage:
Carrier recrystallizes.
Results:
- Cracks in matrix
- Increased oxygen exposure
- Faster flavor loss
Example 4: Hard Candy
Sucrose recrystallization leads to:
- Grainy texture
- Loss of transparency
- Modified flavor release
Example 5: Polyol-Based Products
Xylitol or sorbitol may recrystallize.
Consequences:
- Cooling sensation changes
- Texture changes
- Flavor release differences
10. Impact on Flavor Aging
Direct Effects
Sometimes flavor ingredients themselves crystallize.
This is uncommon but possible.
Examples:
Certain:
- Lactones
- Vanillin
- Ethyl vanillin
may crystallize under unfavorable conditions.
Result:
Reduced concentration in solution.
Flavor profile changes.
Indirect Effects (Most Important)
Recrystallization changes the physical environment surrounding flavor molecules.
This often has a greater impact than direct flavor crystallization.
A. Altered Flavor Release
Crystals dissolve differently than amorphous materials.
Release rate changes.
Consumer perceives:
- Delayed flavor
- Weaker flavor
- Uneven flavor
B. Loss of Encapsulation Protection
Recrystallization may fracture protective matrices.
Flavor compounds become exposed.
C. Increased Oxidation
Once exposed:
Flavor molecules undergo:
- Oxidation
- Polymerization
- Degradation
Examples:
Citrus terpenes
especially:
- Limonene
- Citral-containing systems
become vulnerable.
D. Increased Volatile Loss
Cracks in matrices allow escape of:
- Top notes
- Fruity notes
- Citrus notes
Product appears aged.
11. Impact on Shelf Life
Shelf Life Mechanisms
Recrystallization shortens shelf life through:
Physical Failure
Examples:
- Sediment
- Graininess
- Caking
- Cloudiness
Functional Failure
Examples:
- Poor dissolution
- Uneven flavor delivery
- Reduced flavor intensity
Chemical Failure
Examples:
- Accelerated oxidation
- Loss of volatile compounds
- Degradation of encapsulated flavors
12. Key Takeaways for Flavorists
When evaluating a flavor system, always ask:
1. What ingredients can crystallize?
Look for:
- Sugars
- Polyols
- Acids
- Salts
- Encapsulation materials
2. Is the system supersaturated?
Supersaturation is the primary driver of recrystallization.
3. What conditions encourage crystal growth?
Check:
- Temperature cycling
- Moisture migration
- Long storage
- Seed crystals
4. How will crystallization affect flavor?
Possible outcomes:
- Reduced flavor release
- Uneven taste
- Loss of top notes
- Faster oxidation
5. How can formulation reduce risk?
Strategies include:
- Mixed sweetener systems
- Better carrier selection
- Encapsulation optimization
- Water activity control
- Temperature-stable packaging
Final Flavorist Perspective
For flavorists, recrystallization is primarily a physical aging mechanism that often becomes a chemical aging problem. The crystal itself may not destroy flavor molecules, but by changing solubility, matrix structure, moisture distribution, oxygen exposure, and volatile retention, recrystallization can significantly accelerate flavor deterioration and shorten shelf life. Understanding the relationship between crystal formation, flavor release, and flavor protection is essential when developing stable beverage, confectionery, powdered, and encapsulated flavor systems.
###